Bulk Solids
Moisture sensors can measure moisture levels in materials being discharged from bins, on conveyor belts or within vibratory feeders.
These measurements are then used by the plant control system in real-time to accurately proportion materials during weighing and/or control water addition during processing.
Typical Applications
Typical Materials
- Minerals
- Ores
- Coal
- Starch
- Ash
- Clay
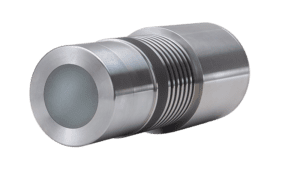
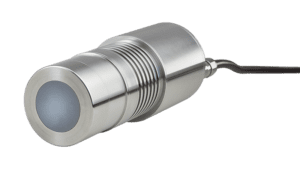
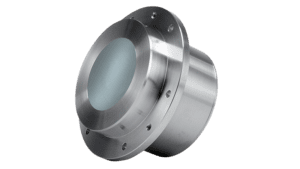
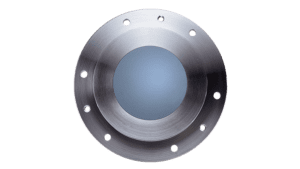
Related Products
Key Benefits
Asset Utilisation
- Increase overall equipment effectiveness
- Reduce unplanned downtime
Sustainability
- Lower carbon footprint
- Save energy
Quality
- Less waste
- Consistent final products
Productivity
- Increase production yield through efficient use of material
- Online instant monitoring eliminates manual testing
Profitability
- Reduce waste and energy
- Automate processes
Return On Investment
- Average ROI in 3 months
- No need for expensive ongoing maintenance contracts
Related Video

Why Should I Care about Moisture?
Edited 14 February 2024 Benefits of Measuring Moisture in Grain Processing Recent advances in moisture measurement technology are enabling forward-thinking businesses to achieve better control of their grain processing operations,…
Read more
Are All Moisture Sensors Equal?
When working with materials that can hold water, it is always important to know how much water is contained inside it. Depending on the size of the particles, storage method,…
Read more