Agriculture – Grain Moisture Sensors
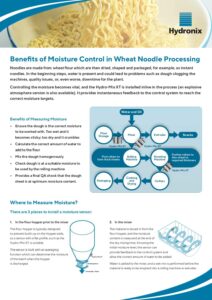
Whilst processing cereal crops, nuts, and pulses, moisture measurement can take place in several stages, such as raw material intake, conditioning, drying, milling/grinding, and packaging.
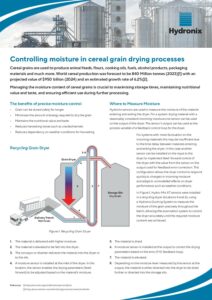
Measuring the moisture allows the producer to optimise milling and grinding performance, reduce the amount of energy required to dry the material and ultimately improve the shelf-life and consistency of the final product.
Typical Applications
Typical Materials
- Grains
- Nuts
- Cereal grains (wheat, corn, barley, oats, rice, …)
- Soyabean
- Pulses
- Agricultural material
Related Products
Key Benefits
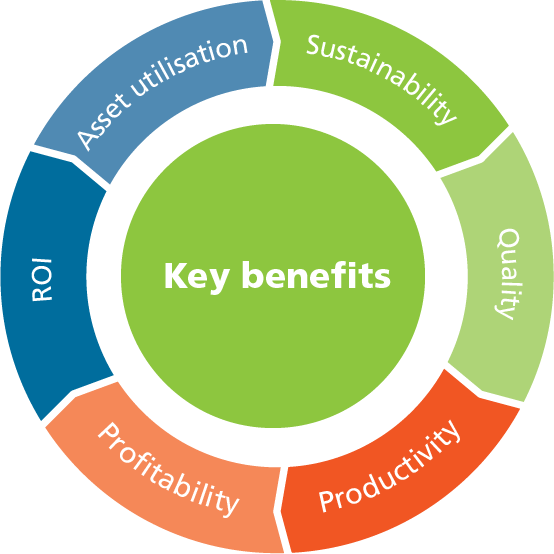
Asset Utilisation
- Increase overall equipment effectiveness
- Reduce unplanned downtime
Sustainability
- Lower carbon footprint
- Save energy
Quality
- Less waste
- Consistent final products
Productivity
- Increase production yield through efficient use of material
- Online instant monitoring eliminates manual testing
Profitability
- Reduce waste and energy
- Automate processes
Return On Investment
- Average ROI in 3 months
- No need for expensive ongoing maintenance contracts
Related Videos

Why Should I Care about Moisture?
Edited 14 February 2024 Benefits of Measuring Moisture in Grain Processing Recent advances in moisture measurement technology are enabling forward-thinking businesses to achieve better control of their grain processing operations,…
Read more
Using Moisture Control to reduce the environmental impact of Agri-Food processing
Few people realise that around 30% of the world’s energy is consumed by agri-food systems [1]. Energy is also responsible for a third of agri-food systems’ greenhouse gas emissions. Given…
Read more